關(guān)鍵詞:塑料模具;設(shè)計制造;工藝流程
中圖分類號:TQ320.52+文章編號:1009-797X(2016)10-0110-02
在日常生活中,人們所運用到的各類工具,到達汽車火箭,小到針頭線腦,均與模具有著直接關(guān)聯(lián),模具的內(nèi)模外形決議了所消費出的這些產(chǎn)品的外形特征,同時,模具設(shè)計與制造的精度和質(zhì)量也對這些產(chǎn)品的質(zhì)量有重要影響,因而,對模具設(shè)計與制造的工藝流程停止剖析意義嚴重,完好、標準的工藝流程是保證模具設(shè)計合理、產(chǎn)品運用穩(wěn)定的首要前提,以下將以實踐消費案例動身,從模具設(shè)計到消費的普通流程動手停止討論。
1塑件剖析
本文所選取的塑料產(chǎn)品為某電子設(shè)備充電座上蓋,外觀請求無明顯形變、翹曲、接痕、劃傷等,并請求按榜樣做出細紋咬花。針對消費請求,對該產(chǎn)品構(gòu)造和性能請求停止剖析:注塑方式采用中心點注射法,縮水率堅持在4%2F1000,產(chǎn)品預(yù)算質(zhì)量為40g,成型溫度控制早60℃。該產(chǎn)品模具方式為三板模,所采用的機床沖壓噸位為100t。
2模具設(shè)計與制造工藝流程
2.1設(shè)計前的思索
模具設(shè)計是制造的前提,且二者密不可分,模具制造工藝需求依據(jù)模具設(shè)計的構(gòu)造和制造請求停止準確操作。模具設(shè)計主要依據(jù)塑件外形和尺寸來完成,且需求對模具制造的可行性停止充沛思索,正常狀況下,模具設(shè)計與制造需分工停止,在設(shè)計完成后停止審核,經(jīng)過后才開端制造模具,并依照加工進度方案對加工流程停止布置。
2.2剖析原始材料
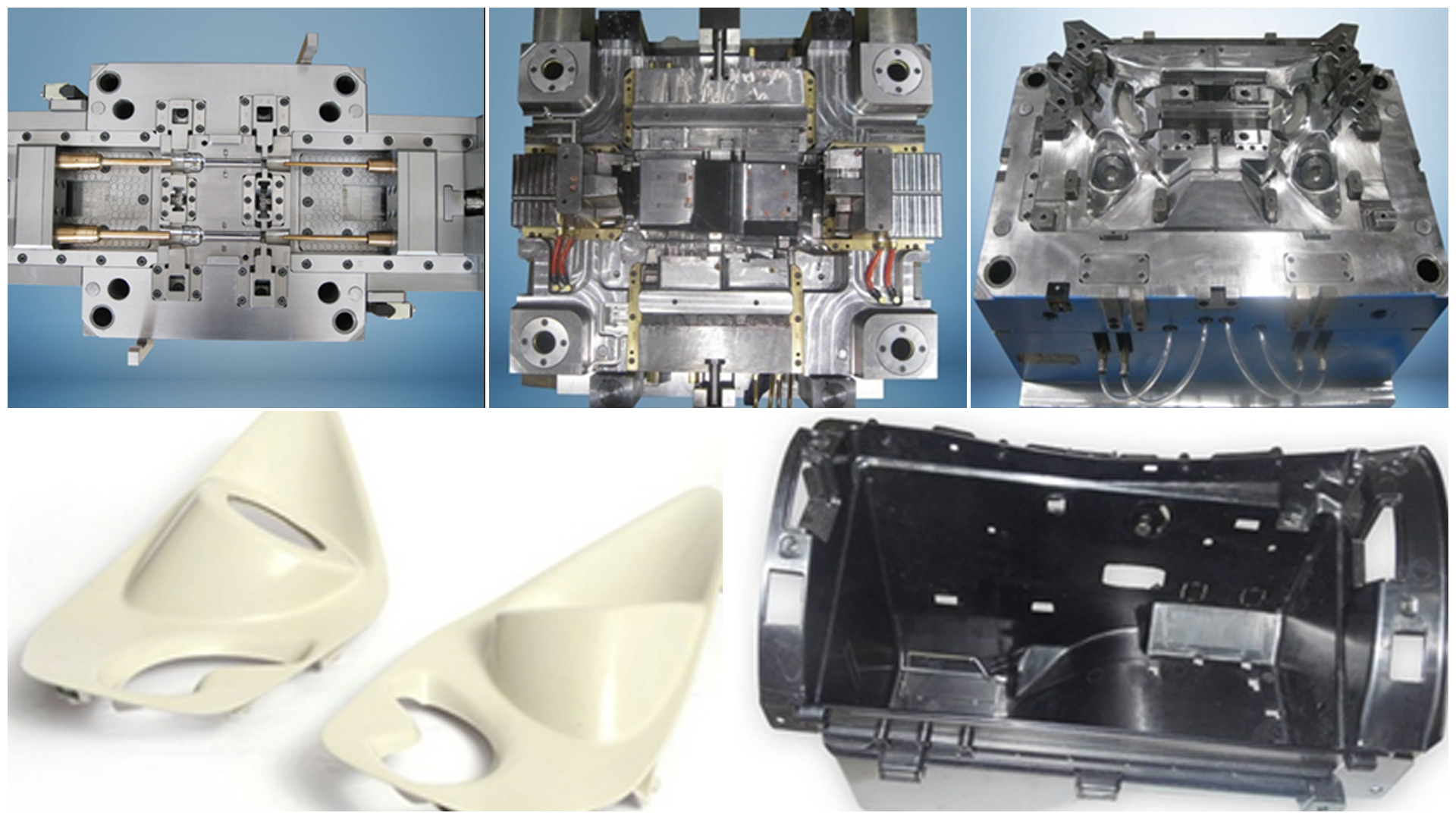
(1)理解產(chǎn)品的用處、尺寸、精度等技術(shù)請求,并對精度最高的塑料零件尺寸和成型工藝參數(shù)停止剖析;(2)肯定成型辦法,選擇注射法、鑄壓法、直壓法,由于充電座上蓋的外形特征,故本文采用注射法停止操作;(3)依據(jù)成型設(shè)備的品種對模具加工停止剖析,例如注射機應(yīng)首先對注射容量、注射壓力、模具裝置尺寸、噴嘴直徑、模具最大厚度值和最小厚度值以及模板行程等參數(shù)停止肯定;(4)肯定成型零件、構(gòu)造件方式;(5)依據(jù)各局部強度計算出成型零件的工作尺寸。(6)剖析3D模型,對塑件構(gòu)造曲面分型停止選取,為了利于塑件順利出模,防止發(fā)作托花、粘結(jié)等異常問題,在內(nèi)標明局部需增加拔模1%2F3(如圖1),且思索到上蓋構(gòu)造,需在側(cè)邊做一滑塊構(gòu)造,因而該塑件模具所設(shè)計的構(gòu)造為斜導(dǎo)柱側(cè)抽芯三板模構(gòu)造,使其具備結(jié)構(gòu)簡單、平安牢靠、出模便當?shù)奶匦裕皂斸樛瞥觯荒R磺弧?br />
2.3產(chǎn)品圖轉(zhuǎn)換
將3D模型轉(zhuǎn)換為2D消費圖后停止排位設(shè)計,由于采用斜導(dǎo)柱側(cè)抽芯機構(gòu),動模機芯采用鑲件構(gòu)造,模架、模芯、側(cè)芯、鑲件的訂料單均由設(shè)計人員完成;加工人員則對2D排位圖停止剖析,模具制造所虛的資料毛坯由管理人員依據(jù)訂料單訂購。
2.4畫收工序圖
設(shè)計人員對推桿、水道位置的工序圖停止起草后需認真審核各項數(shù)據(jù)。用于模具加工的毛坯,除了模架加工周期略微長一點,其他均會很快就裝備終了,在動、定模型芯毛坯訂回后,加工人員需對其先停止粗加工,再停止精加工。針對芯柱的六面,通常可采用銑加工以及平面磨削加工,并在芯柱上停止流道、推桿孔、水道、澆口的加工。
2.5塑料模具成型構(gòu)造剖析
注塑成型是將粉末狀或顆粒狀塑料加進注塑機料筒,在機械剪切力和熱力作用下,顆粒狀資料塑化成活動性良好的塑料熔體,在螺桿推進下經(jīng)過注塑機噴嘴注入低溫模具腔內(nèi),經(jīng)過保壓、冷卻、固化構(gòu)成與模腔外形分歧的塑料產(chǎn)品,最后開模取出產(chǎn)品,閉合模腔,即完成了一個注塑操作周期。
注塑模具在工作過程中需求接受各種各樣的外力作用,例如保壓壓力、注射壓力、模腔作用力等,注塑模具以及成型零件一些受力單薄的部位在上述外力作用下有可能招致變形或決裂,一旦發(fā)作決裂必然招致整個模具報廢,因而,在對模具停止成型設(shè)計時,必需對強度停止核準,此外,模具在外力要素下還會惹起彈性形變,若形變水平超越精度請求則會招致次品產(chǎn)生,若成型零件在對接面或貼合面處變形水平較為明顯,則會招致脫模艱難、溢料等現(xiàn)象,最終招致塑料產(chǎn)品無法到達質(zhì)量請求,因而還需對模具構(gòu)造的剛度停止核準。
2.6三維分模
設(shè)計人員在運用三維軟件停止分模后即可得到定、動模型芯的3D外型圖,用自動編程幽禁停止CNC程序編制后即可對模芯停止數(shù)控加工。此時設(shè)計人員需求畫出動模鑲件、側(cè)滑塊的2D框線平面圖,并提供應(yīng)加工人員,對鑲件和側(cè)滑塊停止加工時通常以線切割法停止,或者采用成型磨削工藝。運用線切割時需求依據(jù)線割2D圖對線切割程序停止編制,之后完成模具工件加工。
2.7電極加工
在完成CNC編程后,設(shè)計人員需依據(jù)定、動模型芯的3D圖停止電極設(shè)計,并繪出3D電極圖,通常叫做“拆電極”,依據(jù)電極圖可定制電極資料,并編寫電極CNC加工程序。在定、動模型芯的電火花加工完成后,設(shè)計人員需對整套模具的3D裝配圖停止完善,并做好圖檔整理,與加工人員做好技術(shù)交底。
2.8其他零件加工
(1)定、動模板加工。在模架訂回后即可停止其他零件加工,首先需對模架停止編碼,包括對應(yīng)的模芯也要打上分歧編碼,保證在裝配過程中可對號入座,之后再拆模架;對定、動模板停止加工時首先需依照模芯尺寸對模框停止加工,分別以磨削工藝和銑削工藝停止粗加工和精加工,保證模框平整度和相鄰?fù)獗淼拇怪倍日`差在0.02mm以內(nèi),再用定、動模型芯分別停止配合,完成螺紋孔、推桿頂針孔、澆口套孔、水道的加工。
(2)推桿、推板加工。設(shè)計人員提供推桿位置2D簡圖后,用復(fù)位桿將動模板和推桿固定板銜接起來,動模板面朝上,從上至下鉆開推桿孔,推桿沉頭則需先將推桿固定板反向,底部朝上停止校正,以鉆頭粗加工,再以銑刀精加工后停止倒角,最后對定、動模型芯以及側(cè)型芯等成型的模具零件停止拋光,防治粘膜。
(3)裝配檢驗。定、動模型經(jīng)過調(diào)整,在合模合格后配合加工斜導(dǎo)柱孔,再以裝配試模返工整改試模的步驟停止裝配檢驗,直到塑件到達客戶請求前方可投產(chǎn)。
北京右手工業(yè)設(shè)計-北京產(chǎn)品設(shè)計公司,右手北京科技有限公司,右手(北京)科技有限公司,右手工業(yè)設(shè)計-右手產(chǎn)品設(shè)計-致力于為客戶提供工業(yè)設(shè)計,產(chǎn)品設(shè)計,產(chǎn)品結(jié)構(gòu)設(shè)計,產(chǎn)品外觀設(shè)計,醫(yī)療產(chǎn)品設(shè)計,醫(yī)療產(chǎn)品結(jié)構(gòu)設(shè)計,機器人結(jié)構(gòu)設(shè)計,空間設(shè)計,從產(chǎn)品原型定義,概念設(shè)計,結(jié)構(gòu)設(shè)計,手板加工,零件加工,鈑金折彎,吸塑加工,低壓灌注加工,小批量生產(chǎn),到供應(yīng)鏈整合和品牌建構(gòu)的全面解決方案.
3完畢語
本文分離詳細塑料產(chǎn)品工件,對塑料模具設(shè)計與制造的工藝流程停止了逐漸討論,文中經(jīng)過對充電座上蓋的模具設(shè)計留意事項以及工藝制造的操作規(guī)程停止了剖析,突出了模具設(shè)計與制造相輔相成,相互促進的準繩。目前我國的模具設(shè)計與制造技術(shù)與國外先進技術(shù)相比尚存在很大差距,因而需對設(shè)計與制造的各項工藝流程停止深化研討剖析,從設(shè)計理念、工序圖、成型剖析、三維分模等方面動手,進步模具設(shè)計與制造的正確性和合理性,縮短成型周期,保證加工質(zhì)量,進一步進步模具企業(yè)的市場競爭力。